總(zǒng) 部:029-88325700
地 址:西安市高新(xīn)區高新(xīn)路80號(hào)望(wàng)庭國際一單元901室(shì)
工 廠:029-86085235
網址:www.0451hcjsk.com
地 址:西安涇河工業園北區西金路(lù)195號
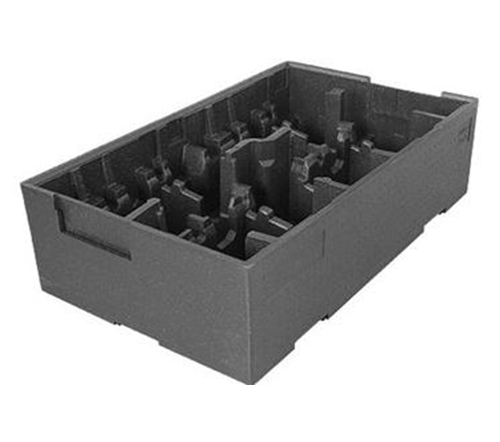
當(dāng)塑料熔體被高速注入模具的(de)型腔時,epp產品模腔中原有的(de)氣體會立生反應,因此模具必(bì)須具有可(kě)控的排氣係統。注射發(fā)泡過(guò)程中(zhōng),模腔壓力是變化的(de),其較大值(zhí)岀現在充模期,隨後逐漸下降。可(kě)通過對模腔(qiāng)排氣進行(háng)控製,達到控製(zhì)模腔壓力的目的。
機筒溫度、熔體溫度和模具溫度的控製。機筒沿軸(zhóu)向的溫度分布(bù)應盡快使塑料熔融,第1段加熱裝置因靠近加料(liào)口和螺杆支承,因此溫度不宜太高。儲料段(duàn)溫度(dù)也不宜過高,因為它(tā)直接影響熔體的出口溫度,故此段(duàn)溫度應(yīng)根據微孔發泡(pào)成型的需要準確控製。注射熔體的溫度即為機筒中塑料熔體在出口處的溫度。

提高塑(sù)料熔體溫度有利於氣泡的膨脹,但如(rú)果(guǒ)熔體溫度太(tài)高,不(bú)僅會導(dǎo)致塑料分(fèn)解,而且熔體粘度(dù)下降、表麵張(zhāng)力下降、氣泡容易破裂,致使泡內氣體散逸,發泡(pào)倍數下降。
此外,熔體溫度過高會增加冷卻係統的負擔,增加冷卻時間及能耗。但熔體溫度過低會使高速注入模具的塑料熔體中應力鬆弛(chí)速度減慢,氣體的離(lí)析速度減慢。同時熔(róng)體溫度低、粘度高、膨脹阻力增大,將造成氣(qì)體擴散速度(dù)下降等。
為此必須(xū)嚴格控製熔體溫(wēn)度為一個適當值。在其他條件相同(tóng)的情況下,epp產品(pǐn)熔體的等溫(wēn)充模和不等溫充模對氣泡形(xíng)成的數量有(yǒu)很大的影響。不等溫充模所形成的泡孔數量比等溫充模要少。模具溫度將影響(xiǎng)泡孔尺寸及分布(bù)。在(zài)實踐中,常采(cǎi)用加熱模具並用溫控辦法來(lái)控製氣泡尺寸及分布(bù)。